Main investigators:
Enrique Busquets*, Josh Zimmerman*, Rohit Hippalgaonkar*, Mateus Bertolin*, Prof. Monika Ivantysynova*.
*Maha Fluid Power Research Center, Purdue University
Contact: Mateus Bertolin mbertoli@purdue.edu
Introduction
The hydraulic hybrid excavator with displacement-controlled (DC) actuation was one of the most relevant outcomes of Dr. Ivantysynova’s research. The configuration of DC linear actuators used in this work was first proposed by Rahmfeld and Ivantysyonova in 1998. Dr. Ivantysynova was an active defender of DC technology, which is a highly efficient throttle-less actuation system with high bandwidth. With the support of the Center for Compact and Efficient Fluid Power (CCEFP), Dr. Ivantysynova’s team at the Maha Fluid Power Research Center of Purdue was able to design and implement a mini-excavator fully controlled by DC technology. In about 10 years of work, the excavator went through different stages of DC implementation: from a DC system with energy recovery through a hydraulic accumulator, to a system of enhanced capability with pump switching technology.
The novel architecture of the excavator was proven to provide 50% improvement in fuel economy and 69% in productivity out of independent tests performed by an independent party. The proposed technology also allows for engine downsizing and can represent a viable solution for future high efficient and low emission off-road machines.
Goal
This research focuses on the design and implementation of a highly efficient multi-actuator machine with DC actuators and a series-parallel hybrid architecture. DC technology is a throttle-less actuation system which allows for energy recovery from overrunning loads, as shown in
Figure 1. These characteristics make DC actuators more efficient when compared to Load Sensing (LS) technology. Hybridization is also possible, which increases the amount of recovered energy and allows for engine downsizing. Research have been carried out to optimize the machine fuel economy through optimal component sizing and optimal control and power management techniques. Drawbacks of DC systems such as the requirement for a larger number of variable displacement units with a larger size are addressed with the use of on/off valves and proper pump-switching controls.
Figure 1. Energy recovery from overrunning loads with DC systems.
Approach
To support the sizing of components (such as charge pump, high and low pressure accumulators) and the controllers’ design, a simulation model has been developed in MATLAB/SIMULINK. It uses measured joystick signals and measured external loads as inputs and it is able to output several information like actuators flows, pressures and consumed fuel. Loss models obtained from the interpolation of measured data are used to account for the variable displacement units’ losses and an engine brake-specific fuel consumption map is used to calculate the fuel consumption. The model comprises three other sub-models: a kinematic model of the machine, developed based on CAD specifications, a hydraulic model and an engine model. A schematic of the simulation model is presented in
Figure 2 and the hydraulic circuit is shown in
Figure 4.
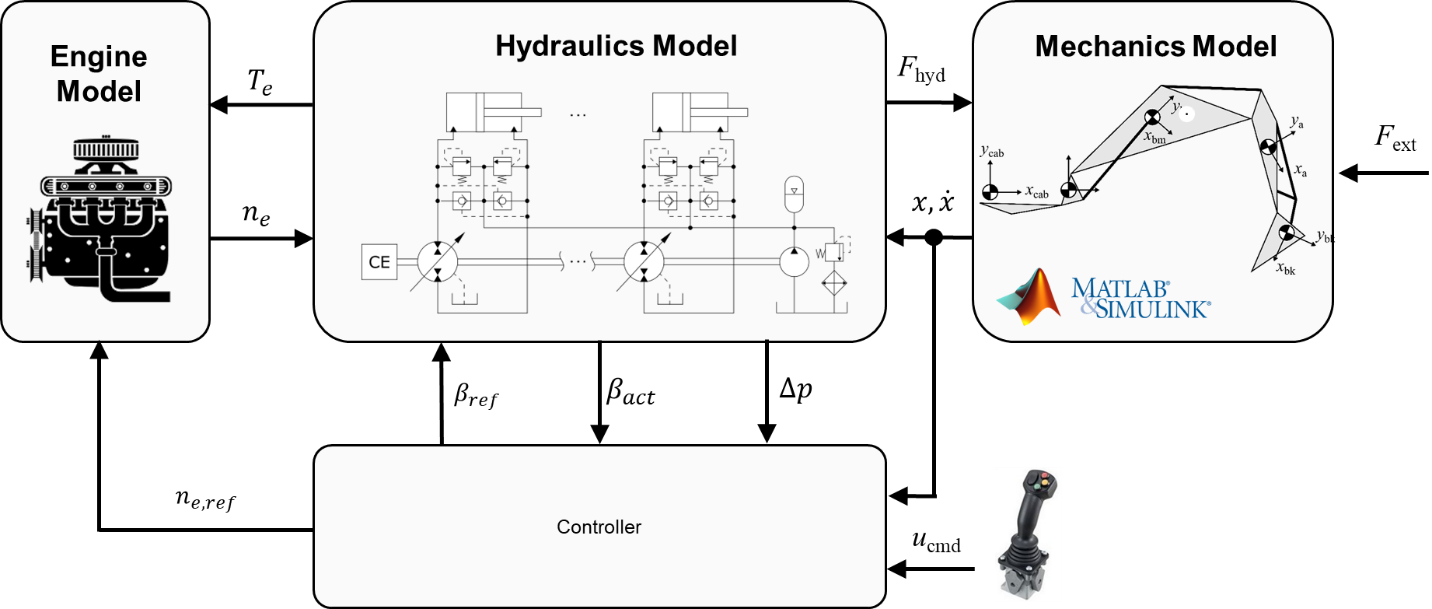
Figure 2. Simulation model schematic.
Due to its intrinsic characteristics, Displacement Control architecture requires at least one variable displacement unit per actuator in use. Since no more than 4 actuators are used at the same time in the machine under study, a manifold with on/off valves has been designed to allow pump sharing between actuators and therefore only 4 pumps are required. Another advantage of this architecture is that it also allows for pump’s flow summing to achieve higher actuator speeds.
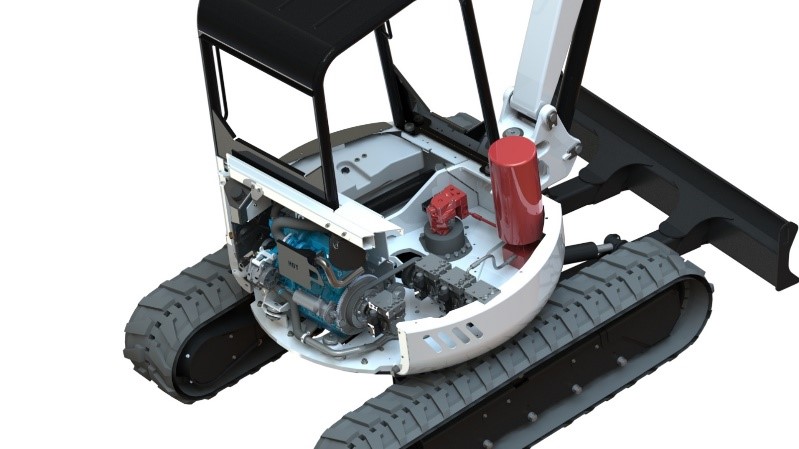
Figure 3. Displacement Controlled Hybrid Excavator Prototype at the Maha Fluid Power Research Center.
Although the circuit of this approach is quite simple, it imposes several control challenges like the definition of which pump will control each actuator and the handling of transient effects that occur when a pump is commanded to switch between actuators. A priority-based supervisory controller has been developed to address the first challenge and rate limiters were properly tuned to avoid undesired transient effects by slowing down the pump response in an imperceptible manner to the operator. Another control challenge imposed by the new configuration of the machine is the swing motion control. Due to considerable variations on the rotational inertia of the machine and on the high pressure accumulator state-of-charge, the development of a robust controller is a must. An Adaptive Robust Controller (ARC), an H∞ controller and a PID were designed to address this challenge and had their performances compared in both measurements and simulation against each other under different load conditions. On the power management side, a rule-based controller designed based on dynamic programming results have been studied in the past. Currently, a feedforward controller is used to command Unit 1 displacement to either charge or discharge the accumulator, depending on the current power demand of the machine. The engine speed is commanded using an instantaneous optimization algorithm which utilizes efficiency maps from the engine and the variable displacement units to determine which engine speed will yield the lowest fuel consumption for a given power demand.
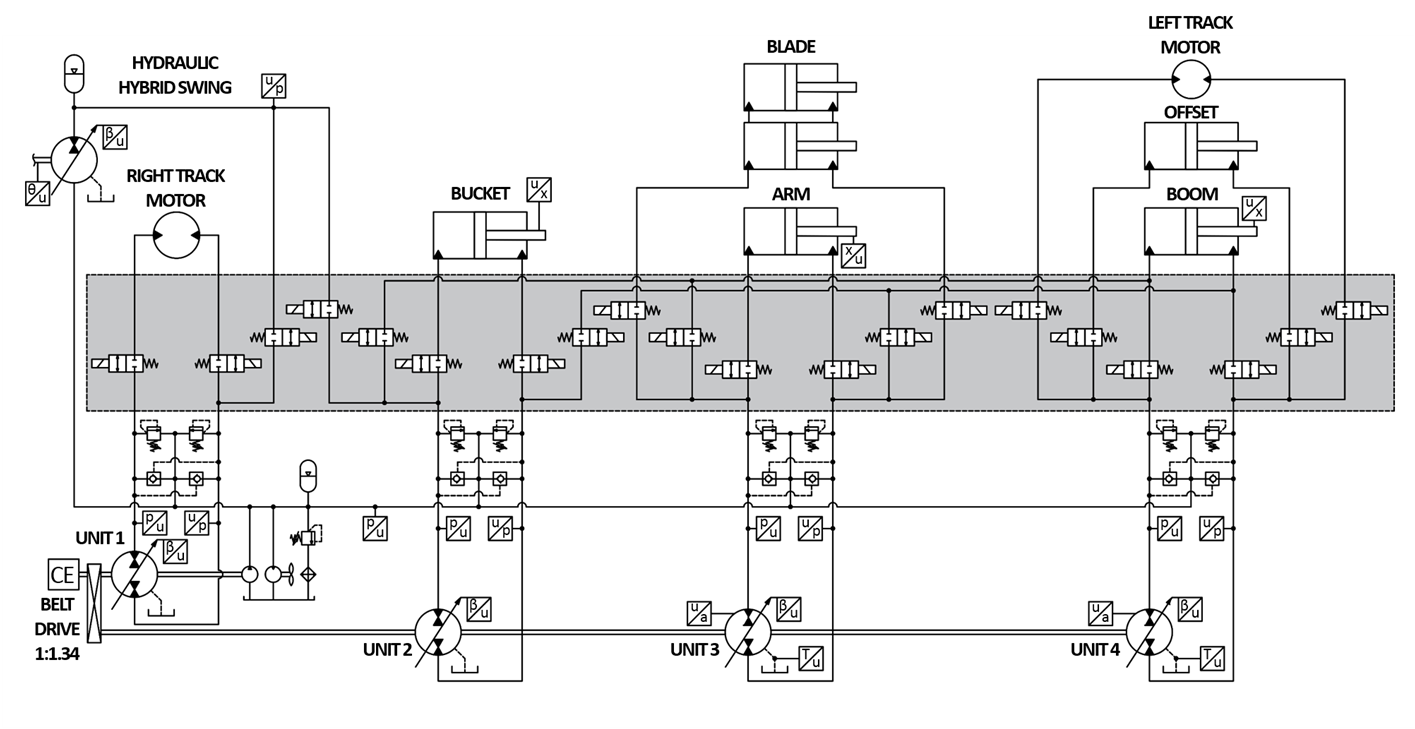
Figure 4. Displacement controlled series-parallel hybrid excavator schematic
Main Results
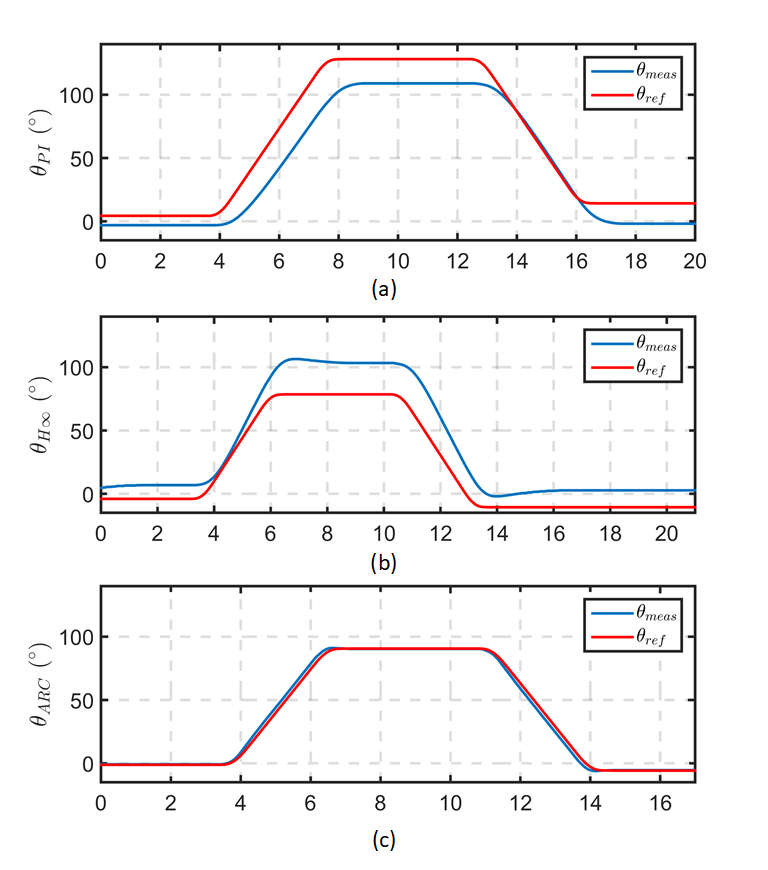
Figure 5 presents a comparison between the three hybrid swing controllers. These measured results were obtained under high load conditions. Although the H
∞ controller was able to outperform the PID, simplifications in this linear controller are not able to handle plant nonlinearities. The ARC controller proved to obtain a better performance over the other two controllers even under different load conditions.
Figure 5. Hybrid Swing controller comparison. (a) PID (b) H∞ (c) ARC
Regarding the machine efficiency, measurements obtained with the same expert operator demonstrated an improvement of 40% in fuel economy when comparing the non-hybrid DC excavator with a standard LS machine. Simulation results show that with the series-parallel hybrid configuration it is possible to save more than 20% in fuel with proper power management control and a downsized engine. This yields a total of 51% improvement in fuel economy over the baseline LS machine.
Figure 6 shows that by using the high pressure accumulator to assist the engine during high power demands, it is possible to keep the engine power under 18 kW during the entire truck loading cycle. This represents a potential for engine downsizing of up to 50%. It is also possible to see how the instantaneous optimization algorithm is able to maintain the engine operating in the blue area, where it is more efficient.
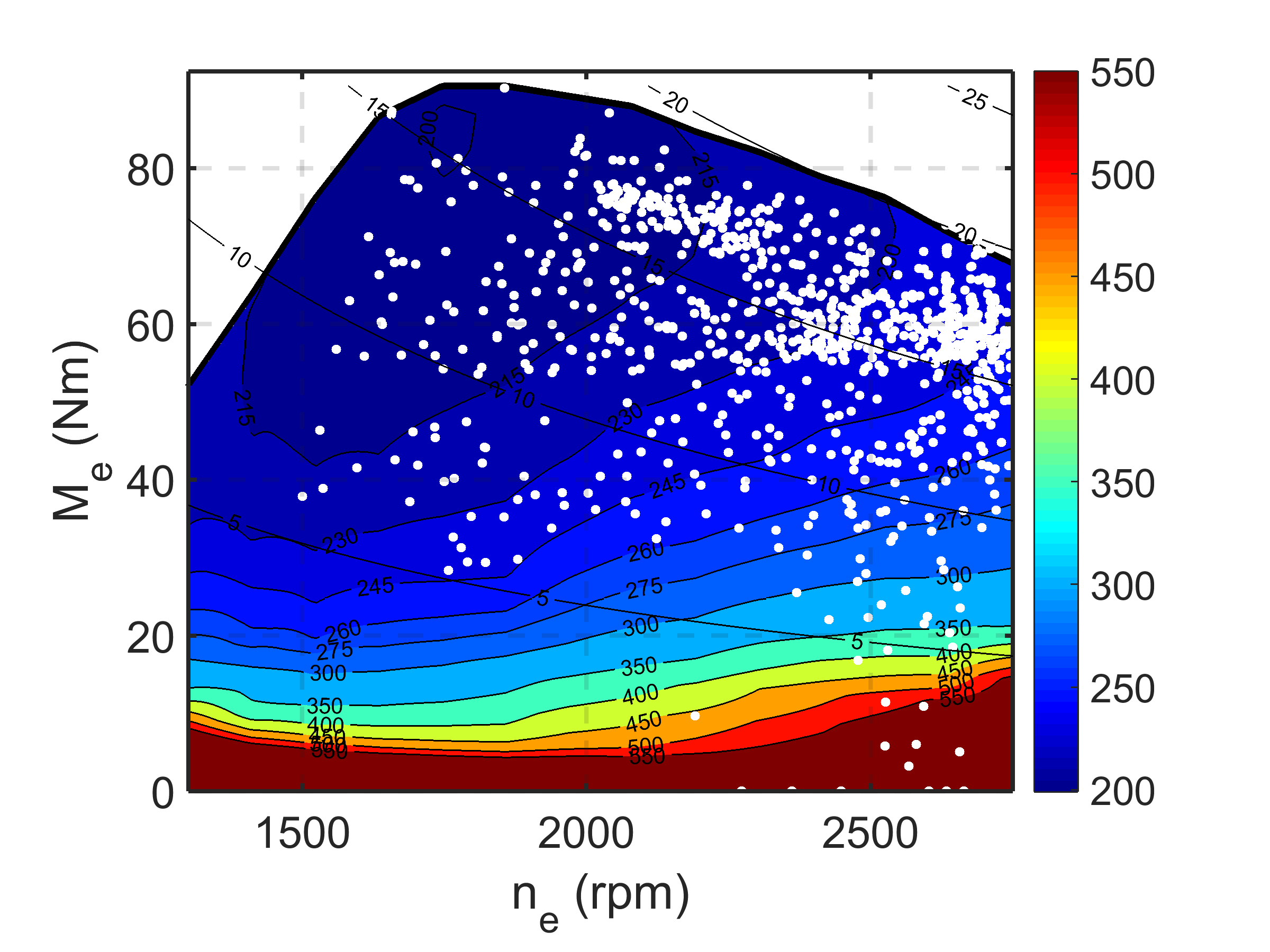
Figure 6. Downsized engine brake-specific fuel consumption map and current operation points for a truck loading cycle.
Publications
Journal Paper Publications
- Busquets, E. and Ivantysynova, M. 2015. Gain-Scheduled Approach for the Engine Anti-Stall Control of Displacement-Controlled Multi-Actuator Systems.International Journal of Fluid Power.
- Busquets, E. and Ivantysynova, M. 2015. Adaptive Robust Motion Control of an Excavator Hydraulic Hybrid Swing Drive. Proceedings of the SAE 2015 Commercial Vehicle Engineering Congress. Rosemont, IL, USA.
- Busquets, E. and Ivantysynova, M. 2015. A Multi-Actuator Displacement-Controlled System with Pump Switching - A Study of the Architecture and Actuator-Level Control. Transactions of the Japanese Fluid Power System Society, Vol. 8, No. 2, pp. 66 – 75.
Conference Publications
- Busquets, E. and Ivantysynova, M. 2016. Toward Supervisory-Level Control for the Energy Consumption and Performance Optimization of Displacement-Controlled Hydraulic Hybrid Machines. Proceedings of the 10th IFK International Conference on Fluid Power, Dresden, Germany, Vol. 3, pp. 163-174.
- Busquets, E. and Ivantysynova, M. 2015. Priority-Based Supervisory Controller for a Displacement-Controlled Excavator with Pump Switching. ASME/BATH 2015 Symposium on Fluid Power & Motion Control. Chicago, IL, USA.
- Busquets, E. and Ivantysynova, M. 2014. The World's First Displacement Controlled Excavator Prototype with Pump Switching - A Study of the Architecture and Control. Proceedings of the 9th JFPS International Symposium on Fluid Power. Matsue, Japan. pp. 324 - 331. BEST PAPER AWARD.
- Busquets, E. and Ivantysynova, M. 2014. An Adaptive Robust Control for Displacement-controlled End-effectors. Proceedings of the 8th FPNI PhD Symposium. Lappeenranta, Finland. DOI: 10.1115/FPNI2014-7808.
- Hippalgaonkar, R. and Ivantysynova, M. 2013. A Series-Parallel Hydraulic Hybrid Mini-Excavator with Displacement Controlled Actuators. 13th Scandinavian International Conference on Fluid Power (SICFP), Linkoping, Sweden.
- Zimmerman, J., Busquets, E. and Ivantysynova, M. 2011. 40% Fuel Savings by Displacement Control Leads to Lower Working Temperatures - A Simulation Study and Measurements. Proceedings of the 52nd National Conference on Fluid Power. Las Vegas, NV, USA. pp. 693 - 701.
- Zimmerman, J., Hippalgaonkar, R. and Ivantysynova, M. 2011. Optimal Control for the Series-Parallel Displacement Controlled Hybrid Excavator. ASME/Bath Symposium on Fluid Power and Motion Control, Arlington, VI, USA.
- Zimmerman, J. and Ivantysynova, M. 2011. Hybrid Displacement Controlled Multi-Actuator Hydraulic Systems. Proceedings of the 12th Scandinavian International Conference on Fluid Power, May 18-20 2011, Tampere, Finland, pp 217 - 233.
- Williamson, C., Zimmerman J. and, M. Ivantysynova. 2008. Efficiency Study of an Excavator Hydraulic System Based on Displacement-Controlled Actuators. ASME/Bath Workshop on Fluid Power and Motion Control (FPMC08), Bath, UK.
- Zimmerman, J. and Ivantysynova, M. 2008. The Effect of System Pressure Level on the Energy Consumption of Displacement Controlled Actuator Systems. Proc. of the 5th FPNI PhD Symposium, Cracow, Poland, pp 77-92.